

- 产品
-

产品名称:
产品系列:承压系列
产品规格:DN50-DN1000
产品尺寸:6米/根、12米/根、16米/根、
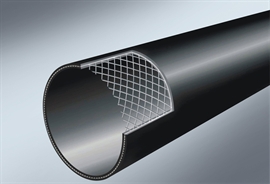
“煌盛牌”钢丝网骨架聚乙烯复合管(简称SRTP、PSP或STSCP,煤矿井下用管:简称SSPE) 是我公司响应国家"以塑代钢"政策导向,结合国内外钢骨架塑料复合管产品特点,借鉴国外先进的管材复合技术开发的一种新型高科技、环保型化学管材。复合管以高强度镀铜钢丝左右缠绕编织形成的网状结构为骨架,以高密度聚乙烯或煤矿专用阻燃、抗静电聚乙烯为基体材料,利用高性能改性聚乙烯粘接树脂,在生产线上通过连续、分次挤塑复合成型。管道连接采用电热熔连接,连接强度与管体本身一致。
钢丝网骨架聚乙烯复合管不但结合了塑料管与钢管各自的优点,还解决了塑料管不耐压、钢管不耐腐等缺点,具备优良的柔韧性能,适用于长距离埋地供水、供气、排污及矿浆、尾矿输送管道系统;煤矿井下供水、排水、瓦斯抽放、通风、喷浆管道系统等。是目前国内替换钢管等传统管道的首选产品。
钢丝网骨架聚乙烯复合管应用特点与优势:


电热熔焊机 管道切割机


封口热风焊 管道磨光机
施工工具




施工组合1





施工组合2



施工组合3



施工组合4



施工组合5



施工组合6




施工组合7


施工组合8


施工组合9
管道安装注意事项
1、管道施工应执行相应规范与设计要求。安装过程中管道的搬运、安装注意管道的保护,避免管道深痕划伤。
2、为了提高熔接性能,管材、管件的熔接面需去氧化层。去氧化层打磨吹灰后直接安装,不得另用污布、污水、地下水擦拭。
3、安装时一定要做承插深度记号,安装一定要到位与居中,不可有不到位与不居中现象。以免管件加热丝外露,焊接过程中焊塌管件。
4、安装完后,将管件与管材连接处调整到同一个同心度、水平度,管件处不能出现严重的V字型,一般角度不超过10度。
5、不得雨天安装,以免熔接面淋雨,进水及粘泥。
6、焊接时一定要按焊接步骤与程序操作,仔细控制焊接过程,出现异常情况及时停机,焊接不可过焊与焊不透,过焊与焊不透都会引起泄露。
7、焊接前确认管件处用拉力器进行拉紧两管材,确保焊接过程中不退出、不移动。大口径管材焊接前管口两端应进行封闭处理,以免通风带走热量等其它问题产生,影响焊接效果和焊接安全。
8、立管高差处必须在高点处加设自动吸排气阀,在低洼处设放空阀。防止停止使用时放空与水锤引起管道吸扁。
9、管道在弯头、三通等处应设置应止推墩与抱箍,防止管道系统内介质流动与压力作用引起冲击力,破坏管道系统。
10、管材与管材的连接是通过管件以电熔的方式进行连接的,连接前要做以下几个步骤:
1)、接电源:焊机的使用电源确认为:三相380V、二相380V、220V,使用前务必核对清楚。所使用的电缆致少3×6+1mm2规格,如输送的距离过长,电缆需适当加粗,减少线损。所使用的电压必须稳定,如使用发电机的需30KW输出功率。
2)、试焊机:接好电源后,对焊机进行调试,是否能正常工作。
3)、接管件:将焊机的输出线与管件的接线柱连接好,不得有松动、接触不良等,以免影响焊接质量,
4)、开始焊接:焊接按起动"按扭"时,电压、电流"调节器"必须回零位置。起动后,缓慢调整电压电流"调节器"使电压、电流到设定工艺值,调节时不能过快,一般以电压逐一上涨为准。
由于天气、气候、季节和地区不同使焊接参数有所影响,在焊接过程中需对公司提供的参考参数做暂停、延长、缩短等调整,为了保证参数的适用性,当焊接出现异常或焊接环境等发生变化时,应在现场做1-2个焊接试验最为可靠。
5)、调整参数:焊接时可能出现异常情况需对参数进行调整,如电压、电流有上涨过快变化,在焊接过程中需对参数做暂停、延长、缩短等调整。
焊接正常时,按工艺参数焊接完毕,焊接过程中无喷料、冒烟等异常现象,参数过低时会出现,温度不够,管材与管件的材料未熔融,需做参数调整。参数过高会出现喷料、冒烟、管壁起包等异常情况,需做参数调低工作。故需在现做1-2个焊接试验最为可靠。
6)、记录参数:焊接时记录好焊接参数,以便对施工质量跟踪分析。
7)、焊接完毕:完成焊接后,卸除输出线与管件的连接。观察管件的四周温度是否正常,左右前后温度有无较大差异,焊好后温度一般为60~80度,冒料是否影响美观。如有不正常现象应给予当场切除处理,在焊接完成拔出铜嘴时,应临时用棉布等遮盖,不得强行拔出,从而确保安全。
在寒冷气候(-5℃以下)和大风环境条件下进行焊接连接操作时,应采取保护措施(保温),未采取措施的不能进行施工。可管件安装、焊接处通过搭建简易棚升温。
8)、焊接过程中出现接线柱应接触不良引起的发热熔化、冒烟,可进行浇水冷却。严重的查找原因或应更换接线柱。
9)、冷却:焊接完后在冷却过程中要让接头处于自然状态,且应保证冷却过程中不受严重搬动和撞击等外力作用,不得移动、转动接头部位及两侧管道。冷却时间应根据气候条件、管件大小等确定。
10)、冷却前30min以内焊接人员不得离开现场,注意观察焊接效果、表面温度均匀性,以及观察焊接过程中有无加热丝外露发生明火现象,特别观察管内的异常情况。

